










The relationship between plastic bottles and molds
The mold is a tool for mass production of bottles. The bottle mold can be in two forms, one is an injection mold and the other is a blow mold. The structure of the product is different, and the structure of the mold is also different. Here we mainly talk about some of our common product design problems with molds. Although we are not a technical professional, understanding this can avoid unnecessary errors in our future production and design.
The first is our injection products. Take PS jars as an example. This type of bottle is mostly used for powders and pastes. Let’s take a look at their most important part, that is, the cooperation between the bottle and the cap. You can take a look at the matching of this type of bottle on the market. As far as we know, a lot of products have misunderstandings in the design of bottle and cap coordination.
Misunderstanding 1: The bottle "pipe position" is not done well and "dislocation" occurs. This misunderstanding is partly caused by precision in the mold making process, but as far as the processing technology of some mainstream machinery is concerned, the precision problem can be solved. In the final analysis, it is the reason of product design. Sometimes we look at the quality of the molds made by this supplier for us based on his understanding of the product and the control skills in the details of the design. Let's look at the following sample pattern:
The 2D diagram above is a bit exaggerated! Assuming that there is no problem with the accuracy of the mold and the injection molding process, the design details of such products are not well controlled for two reasons:
1 The bottle is not properly designed for the cap
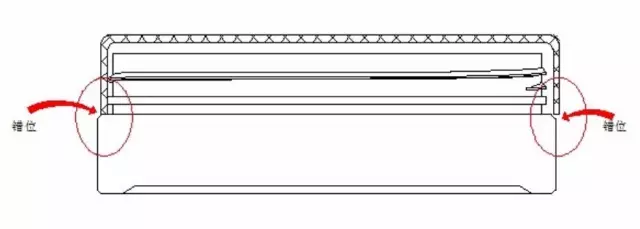
2 The gap between the inner diameter of the lid and the outer diameter of the bottle is too large. The modified drawings are as follows:
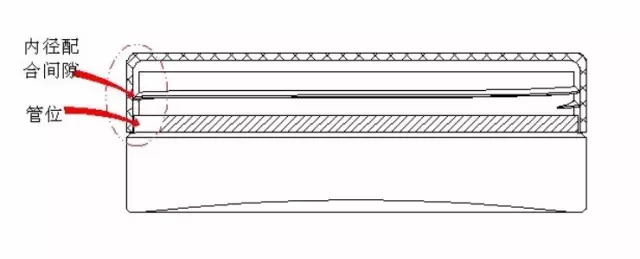
Theoretically speaking, if all the fitting clearances are eliminated, then can't it be guaranteed that the fit is in place? But the fact is that it is impossible for us to be exactly the same size in mold processing as in plastic production. For the inner diameter fit, we need to keep a fit gap of 0.15-0.25mm on one side, and when we want to design the pipe position, we need to retain a fit gap of 0.1-0.15mm on one side. This is all for us. After the mold is tested and proofed, there is a room for modification. It is impossible to design them all at once. Then, as long as one of them is bigger, whether it is a bottle or a lid, that Modifications to our molds will cause great engineering. Now that we know this detail, we can reduce a lot of trouble when developing products in the future. Because just making a set of molds is a big project.
Misunderstanding 2: the cap fits with the maximum outer diameter of the bottle, which is also a detail that is easy to make mistakes. As just said: zero-to-zero appearance coordination. This seems to be the most ideal at first, but ideal is the same thing. In practice, it is difficult for us to control this degree. Of course, if your machine and craftsmanship are quite precise, you can achieve what I want. As a result, you can do this, but I’m still suggesting that you don’t do it here, because this will not only increase the difficulty of work, but also prolong the delivery time of the product. As long as our lid is a little bigger or the bottle is a little smaller, then a combination of large and small bottles will be formed after the lid is removed. Such a combination will give customers a very poor experience in terms of ergonomics. It's like buying this product outside. When you want to twist it, and you find that the lid is scratching your palm, what do you think? Therefore, it is suggested that when designing the combination of bottle and cap, we should design the maximum outer diameter of the bottle to be about 0.05-0.1mm larger than one side of the cap.
Misunderstanding 3: The bottom of the cap and the shoulder of the bottle are just in place after rotating, that is to say it is a zero degree fit. Ideal is unreasonable. When we consider such products, one is to consider appearance, and the other is to consider customer experience. If the gap-free fit is in place, it is the same as the previous "misunderstanding one". As long as there is a slight error between the size of the cap and the bottle, then there will be a misalignment. The above mentioned benefits the control of the gap between the tube position and the inner diameter of the bottle. To solve this problem, in fact, we need to increase insurance, that is, the gap between the cap and the bottle shoulder should be kept 0.2-0.3mm, which is the "artwork line" formed after assembly. If we find that this line is too large, we still You can easily modify it on the mold. If you don’t understand this approach, you can take a look at the cooperation of the mouse you have now!
The second large-capacity blow-molded plastic bottle of PE material, we refer to the large-capacity PE bottle with a capacity of 500-2000ml. There are two designs of this type of plastic bottle that we should pay attention to.
The product bottle mouth design should pay attention to the flat inner wall left for the inner plug to squeeze, as shown below:
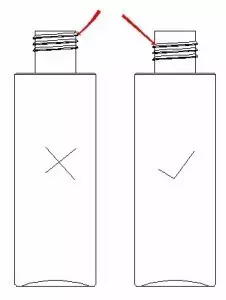
The teeth on the bottle mouth in the picture on the left are made too high, although this will not affect the fit of the teeth cover, if there are more turns of the teeth, because the side with the teeth here is relative to the bottle mouth. The thickest, so this is also the slowest cooling, and will eventually produce local (mouth) shrinkage. If you have a PE bottle on hand now, you can see if its inner diameter is uneven after shrinking. If our liquid sealing method is matched with an inner plug at this time, water leakage will occur at this time, because there is no flat inner surface to contact and seal with the outer surface of the inner plug. Therefore, when we encounter the need to use the inner plug, we must move the mouth of the mouth downwards. The specific amount depends on the length of your inner plug into the bottle mouth. It is best not to be less than this length.
The requirements for product scaling during mold design are related to how our mold designers scale this type of product on the 3D product map, and everyone who designs molds knows. The shrinkage of HDPE products is 1.018-1.02%, but this can only be used for injection molding and some small-volume blow-molded bottles, such as our pe bottles, if the volume is more than 300ml, then this type of blow-molding The radial shrinkage of the bottle is not the same as the longitudinal shrinkage, that is to say, the shrinkage in the diameter direction and the shrinkage in the height direction of the product must be two. The radial shrinkage is 1.018-1.02%, and the height direction is 1.015%. This is relative to blow molding products. No matter what kind of plastic you are, as long as you blow it out, you must Two different shrinkage. PP blow-molded bottles are similar to this algorithm. It is only because the plastic shrinkage of these two soft materials is relatively large, so we have to use this method to control. Other types of hard materials will also produce different height and diameter shrinkage, but because it is relatively small, it can be ignored.
Third, there is an important point in the design of PET plastic blow-molded bottles.
If the bottle body has a large flat area, sweep it in an arc as shown in the figure below:
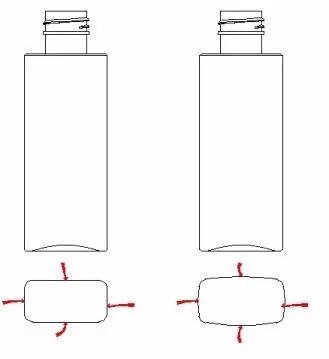
The above picture is a square bottle. When we design a square bottle or a flat surface to be used for labeling and printing, all the flat surfaces need to be designed in an arc shape. Because our PET bottles are secondarily molded by heating the preform, the preform is only pre-heated and then blow molded. During the blow molding process, the plastic is still in a solid state, unlike our injection molding or extrusion blow molding process The process plastic is in a molten state and can pass through the cavity walls of the mold smoothly. Even if the air pressure of the PET blow molding machine is large enough, the preform can be completely adhered to the cavity wall after blow molding, but because there is no pressure holding fruit like an injection molding machine, the "corner response" will occur when the mold is opened instantly. ". That is to say, the corners of the four sides shrink quickly first, and the bottle wall of the blow-molded bottle itself is relatively thin, and finally a flat step is produced.
To put it simply, this principle is just like our house. When the pillars of the house fall, then our roof will follow, and often the roof will fall more quickly. That said, everyone should understand. Therefore, we need to make the plane of the bottle round. When the corner shrinks, our arc line can continue to be extended to both sides, and finally to ensure that the entire surface will not be stepped down after the mold is ejected. Printing will be much more convenient.
If you need custom the squeeze bottles, SANLE can help you make the queeze bottles that you want,contact us to know more!















